Poutres en H laminées à chaud, profilés en H galvanisés, disponibles en stock chez les fabricants chinois (normes ASTM A36 et A572).





PROCESSUS DE PRODUCTION DU PRODUIT
Le processus de production des poutres en H standard comprend généralement les étapes clés suivantes :
Préparation des matières premières : Les poutres en H sont généralement fabriquées à partir de billettes d’acier. Ces billettes sont nettoyées et chauffées en vue des opérations de transformation et de formage ultérieures.
Laminage à chaud : Les billettes préchauffées sont introduites dans un laminoir à chaud. Dans ce laminoir, elles sont laminées à travers plusieurs cylindres, formant progressivement la section transversale de la poutre en H.
Travail à froid (optionnel) : Dans certains cas, pour améliorer la précision et la qualité de surface de la poutre en H, les poutres en H laminées à chaud peuvent également subir un travail à froid, tel que le laminage à froid et l’étirage.
Découpe et finition : Après le laminage et le travail à froid, les poutres en H sont découpées et finies pour répondre aux dimensions et longueurs spécifiques requises par le client.
Traitement de surface : Les poutres en H sont nettoyées et traitées antirouille afin de garantir la qualité de leur surface et leur résistance à la corrosion.
Inspection et emballage : Les poutres en H finies font l’objet d’un contrôle qualité portant sur leur aspect, leurs dimensions et leurs propriétés mécaniques. Une fois conformes, elles sont emballées et expédiées au client.

TAILLE DU PRODUIT
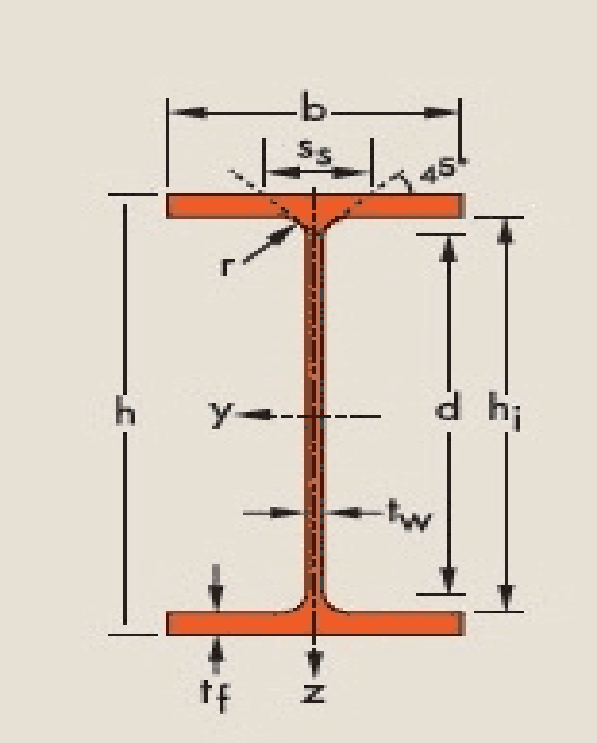
| Désignation | Unt Poids kg/m) | Sectionnel standard l'immension mm | En coupe Ama (cm² | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61,3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78,02 |
| A | 76,4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97,26 | |
| B | 103 | 280.0 | 280.0 | 10,5 | 18.0 | 24.0 | 131,4 | |
| M | 189 | 310.0 | 288.0 | 18,5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69,8 | 283.0 | 300,0 | 7,5 | 10,5 | 27.0 | 88,91 |
| A | 88,3 | 200,0 | 300,0 | 85 | 14.0 | 27.0 | 112,5 | |
| B | 117 | 300,0 | 300,0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74,3 | 301.0 | 300,0 | 80 | 11.0 | 27.0 | 94,58 |
| A | 97,7 | 310.0 | 300,0 | 9.0 | 15,5 | 27.0 | 124,4 | |
| B | 127 | 320.0 | 300,0 | 11,5 | 20,5 | 27.0 | 161,3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78,9 | 320.0 | 300,0 | 85 | 11,5 | 27.0 | 100,5 |
| A | 105 | 330.0 | 300,0 | 9,5 | 16,5 | 27.0 | 133,5 | |
| B | 134 | 340.0 | 300,0 | 12.0 | 21,5 | 27.0 | 170,9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315,8 | |
| HE360 | AA | 83,7 | 339,0 | 300,0 | 9.0 | t2.0 | 27.0 | 106,6 |
| A | 112 | 350,0 | 300,0 | 10.0 | 17,5 | 27.0 | 142,8 | |
| B | 142 | 360.0 | 300,0 | 12,5 | 22,5 | 27.0 | 180,6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318,8 | |
| HE400 | AA | 92,4 | 3780 | 300,0 | 9,5 | 13.0 | 27.0 | 117,7 |
| A | 125 | 390.0 | 300,0 | 11.0 | 19.0 | 27.0 | 159,0 | |
| B | 155 | 400.0 | 300,0 | 13,5 | 24.0 | 27.0 | 197,8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325,8 | |
| HE450 | AA | 99,8 | 425.0 | 300,0 | 10.0 | 13,5 | 27.0 | 127.1 |
| A | 140 | 440.0 | 300,0 | 11,5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300,0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335,4 | |
| Désignation | Unité Poids kg/m) | Sectionnel standard Dimérisation (mm) | Sectiona Zone (cm²) | |||||
| W | H | B | 1 | 2 | r | UN | ||
| HE50 | AA | 107 | 472.0 | 300,0 | 10,5 | 14.0 | 27.0 | 136,9 |
| A | 155 | 490.0 | 300,0 | t2.0 | 23.0 | 27.0 | 197,5 | |
| B | 187 | 500.0 | 300,0 | 14,5 | 28.0 | 27.0 | 238,6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344,3 | |
| HE550 | AA | t20 | 522.0 | 300,0 | 11,5 | 15.0 | 27.0 | 152,8 |
| A | 166 | 540.0 | 300,0 | t2.5 | 24.0 | 27.0 | 211,8 | |
| B | 199 | 550.0 | 300,0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354,4 | |
| HE60 | AA | t29 | 571.0 | 300,0 | t2.0 | 15,5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300,0 | 13.0 | 25.0 | 27.0 | 226,5 | |
| B | 212 | 600.0 | 300,0 | 15,5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363,7 | |
| HE650 | AA | 138 | 620.0 | 300,0 | t2.5 | 16.0 | 27.0 | 175,8 |
| A | 190 | 640.0 | 300,0 | t3.5 | 26.0 | 27.0 | 241,6 | |
| B | 225 | 660.0 | 300,0 | 16.0 | 31.0 | 27.0 | 286,3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373,7 | |
| HE700 | AA | 150 | 670.0 | 300,0 | 13.0 | 17.0 | 27.0 | 190,9 |
| A | 204 | 600.0 | 300,0 | 14,5 | 27.0 | 27.0 | 260,5 | |
| B | 241 | 700.0 | 300,0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300,0 | 14.0 | 18.0 | 30.0 | 218,5 |
| A | 224 | 790.0 | 300,0 | 15.0 | 28.0 | 30.0 | 285,8 | |
| B | 262 | 800.0 | 300,0 | 17,5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300,0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300,0 | 16.0 | 30.0 | 30.0 | 320,5 | |
| B | 291 | 900.0 | 300,0 | 18,5 | 35.0 | 30.0 | 371,3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423,6 | |
| HEB1000 | AA | 222 | 970.0 | 300,0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0,0 | 300,0 | 16,5 | 31.0 | 30.0 | 346,8 | |
| B | 314 | 1000.0 | 300,0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
ENHAcier façonné
Norme : EN10034:1997 EN10163-3:2004
Spécifications : HEA, HEB et HEM
Norme : EN
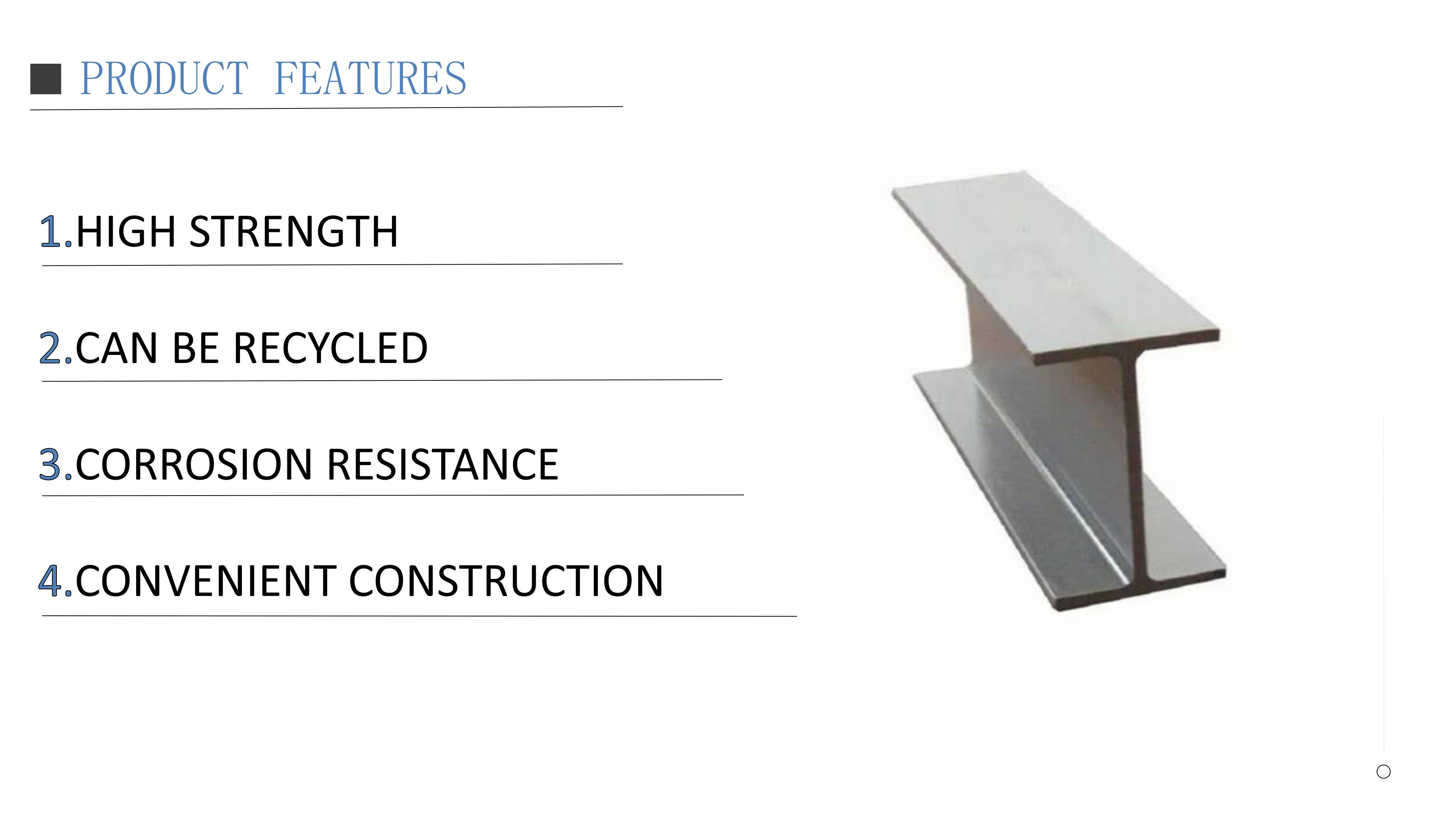
CARACTÉRISTIQUES
Brides larges : Les parties supérieure et inférieure dePoutres en HLes brides (appelées « ailes ») sont très larges et leurs surfaces intérieure et extérieure sont généralement parallèles. Cela leur confère un module de section et un moment d'inertie élevés sur toute leur largeur, ce qui leur assure une résistance à la flexion exceptionnelle.
Répartition optimale des matériaux : les matériaux sont davantage concentrés vers les ailes, loin de l’axe neutre. Cette conception optimise l’utilisation des matériaux tout en préservant la résistance, ce qui se traduit par une capacité de charge supérieure à celle des poutres en I classiques de même poids.
Capacité de charge élevée : grâce à leur section transversale optimisée, les poutres en H peuvent supporter des charges verticales et des moments de flexion importants, ce qui les rend idéales pour une utilisation comme poutres et colonnes.
Excellente stabilité : les larges ailes offrent une stabilité accrue, notamment lorsqu’elles sont utilisées comme éléments de compression (comme les colonnes), améliorant considérablement leur résistance à la flexion latérale et à la torsion par rapport aux poutres en I classiques.
INSPECTION DU PRODUIT
Poutre en HLes exigences en matière d'inspection comprennent principalement les aspects suivants :
Qualité d'apparenceL’aspect des poutres en H doit être conforme aux normes et exigences de commande en vigueur. La surface doit être lisse et plane, exempte de défauts apparents tels que bosses, rayures et rouille.
DimensionsLa longueur, la largeur, la hauteur, l'épaisseur de l'âme et l'épaisseur des semelles des poutres en H doivent être conformes aux normes et exigences de commande applicables.
PlierLe cintrage des poutres en H doit être conforme aux normes et exigences de commande applicables. Ceci peut être vérifié en mesurant le parallélisme des extrémités de la poutre en H ou à l'aide d'un gabarit de cintrage.
TorsionLe cintrage des poutres en H doit être conforme aux normes et exigences réglementaires en vigueur. On peut le vérifier en mesurant la perpendicularité des côtés de la poutre ou à l'aide d'un comparateur de torsion.
Écart de poidsLe poids des poutres en H doit être conforme aux normes et exigences de commande en vigueur. Il peut être déterminé par pesée.
Composition chimiqueSi les poutres en H nécessitent un soudage ou un autre traitement, leur composition chimique doit être conforme aux normes et exigences de commande applicables.
Propriétés mécaniquesLes propriétés mécaniques des poutres en H doivent être conformes aux normes et exigences de commande applicables, notamment en ce qui concerne la résistance à la traction, la limite d'élasticité et l'allongement. Contrôle non destructif : si des contrôles non destructifs sont requis pour les poutres en H, ceux-ci doivent être effectués conformément aux normes et spécifications de commande applicables afin de garantir leur qualité intrinsèque.
Emballage et marquageL’emballage et le marquage des poutres en H doivent être conformes aux normes et spécifications de commande en vigueur afin de faciliter le transport et le stockage.
Nous fournissons des poutres ASTM W14x82 et W30x132, et assurons également le support.Poutre en H personnalisée W8x40, Poutre en H personnalisée W16x89.
En résumé, lors de l'inspection des poutres en H, les exigences ci-dessus doivent être pleinement prises en compte afin de garantir que leur qualité réponde aux normes et spécifications de commande pertinentes, offrant ainsi aux utilisateurs des produits de poutres en H de la plus haute qualité.

APPLICATION DU PRODUIT
Norme externeacier en forme de Hsont largement utilisées dans les domaines de la construction et de l'ingénierie, notamment pour les aspects suivants :
Génie des structures, génie des ponts, fabrication de machines, construction navale, construction de structures métalliques,

EMBALLAGE ET EXPÉDITION
L'emballage et le transport des poutres en H marquées extérieurement suivent généralement les étapes suivantes :
ConditionnementLes poutres en H sont généralement emballées selon les spécifications du client afin de protéger leur surface. Les méthodes d'emballage courantes comprennent l'emballage nu, l'emballage sur palette en bois et l'emballage plastique. Assurez-vous que les poutres en H sont exemptes de rayures et de corrosion lors de l'emballage.
Étiquetage: Indiquez clairement sur l'emballage les informations relatives au produit, telles que le modèle, les spécifications et la quantité, pour une identification et une gestion faciles.
ChargementLors du chargement et du transport, veillez à ce que les poutres en H emballées ne subissent ni chocs ni écrasements afin d'éviter tout dommage.
Transport: Choisir les modes de transport appropriés, tels que les camions ou le train, en fonction des exigences du client et de la distance à parcourir.
DéchargementÀ votre arrivée à destination, déchargez avec précaution afin d'éviter d'endommager les poutres en H.
Stockage : Stockez les poutres en H dans un entrepôt sec et bien ventilé afin d'éviter l'humidité et autres effets néfastes.

FORCE DE L'ENTREPRISE

FAQ
1. Comment puis-je obtenir un devis de votre part ?
Vous pouvez nous laisser un message, et nous répondrons à chaque message dans les meilleurs délais.
2. Livrerez-vous les marchandises à temps ?
Oui, nous nous engageons à fournir des produits de la meilleure qualité et à respecter les délais de livraison. L'honnêteté est le principe fondamental de notre entreprise.
3. Puis-je obtenir des échantillons avant de passer commande ?
Oui, bien sûr. Nos échantillons sont généralement gratuits ; nous pouvons également produire à partir de vos échantillons ou de vos dessins techniques.
4. Quelles sont vos conditions de paiement ?
Nos conditions de paiement habituelles sont un acompte de 30 %, le solde étant payable contre connaissement. EXW, FOB, CFR, CIF.
5. Acceptez-vous l'inspection par un tiers ?
Oui, absolument, nous acceptons.
6. Comment pouvons-nous faire confiance à votre entreprise ?
Nous sommes spécialisés dans le commerce de l'acier depuis des années en tant que fournisseur de référence, notre siège social est situé dans la province de Tianjin. N'hésitez pas à nous contacter pour toute information complémentaire.
Catégories de produits
-

Poutre en H (HEA HEB) avec dimensions d'acier en H EN
-

Profilés en acier pour structures métalliques européennes EN S27...
-

Poutre profilée en acier au carbone de construction H en fer Bea...
-

ASTM A572 S235jr Grade 50 150X150 W30X132 Large ...
-

EN Acier de poutre en H de taille standard HEA HEB IPE 150&#...
-

Fournisseur de Q355b en alliage faiblement allié 16mn S275j...