Bobine d'acier laminé à chaud Q235B Q345B de haute qualité, matériau de construction





Détails du produit
| Nom du produit | Meilleure qualité, très populaire, en grande quantitéBobine d'acier laminé à chaud |
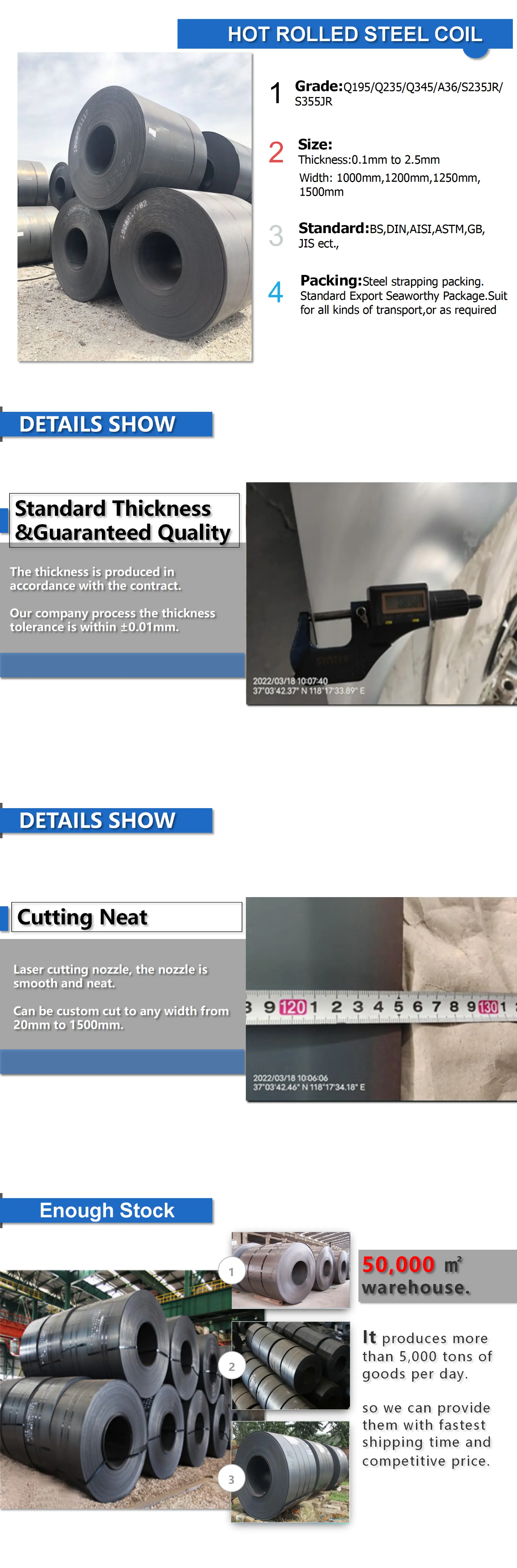
| Matériel | Q195/Q235/Q345/A36/S235JR/S355JR |
| Épaisseur | 1,5 mm à 24 mm |
| Taille | 3 x 1219 mm, 3,5 x 1500 mm, 4 x 1600 mm, 4,5 x 2438 mm (personnalisé) |
| Standard | ASTM A53-2007, ASTM A671-2006, ASTM A252-1998, ASTM A450-1996, ASME B36.10M-2004, ASTM A523-1996, BS 1387, BS EN10296, BS |
| 6323, BS 6363, BS EN10219, GB/T 3091-2001, GB/T 13793-1992, GB/T9711 | |
| Grade | A53-A369, Q195-Q345, ST35-ST52 |
| Note A, Note B, Note C | |
| Technique | laminé à chaud |
| Emballage | En lot, ou avec des PVC de toutes les couleurs ou selon vos besoins |
| Extrémités de tuyaux | Extrémité lisse/biseautée, protégée par des capuchons en plastique aux deux extrémités, coupée carrée, rainurée, filetée et raccordée, etc. |
| MOQ | 1 tonne, plus la quantité est importante, plus le prix est bas |
| Traitement de surface | 1. Acier inoxydable laminé à froid / galvanisé |
| 2. PVC, peinture noire et colorée | |
| 3. Huile transparente, huile antirouille | |
| 4. Conformément aux exigences des clients | |
| Application du produit | 1. Fabrication de structures de bâtiments, |
| 2. machines de levage, | |
| 3. ingénierie, | |
| 4. machines agricoles et de construction, | |
| Origine | Tianjin Chine |
| Certificats | ISO 9001:2008, SGS BV, TÜV |
| Délai de livraison | Généralement dans les 10 à 15 jours suivant la réception de l'acompte. |
Application principale
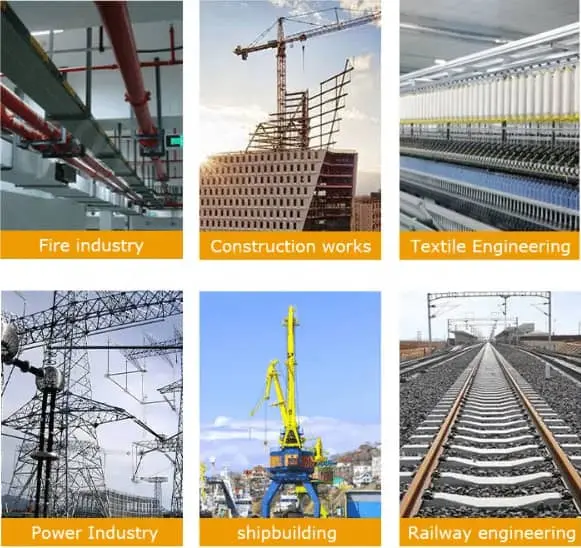
1. Livraison de fluides/gaz, structure en acier, construction ;
2. Les tubes ronds en acier au carbone soudés ERW de ROYAL GROUP, d'une qualité supérieure et bénéficiant d'une forte capacité d'approvisionnement, sont largement utilisés dans les structures métalliques et la construction.
Note:
1. Échantillonnage gratuit, garantie de qualité après-vente à 100 %, prise en charge de tous les modes de paiement ;
2. Toutes les autres spécifications de tubes ronds en acier au carbone sont disponibles selon vos besoins (OEM et ODM) ! Prix d'usine garanti par ROYAL GROUP.
Tableau des tailles
| Épaisseur (mm) | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | personnalisé |
| Largeur (mm) | 800 | 900 | 950 | 1000 | 1219 | 1000 | personnalisé |
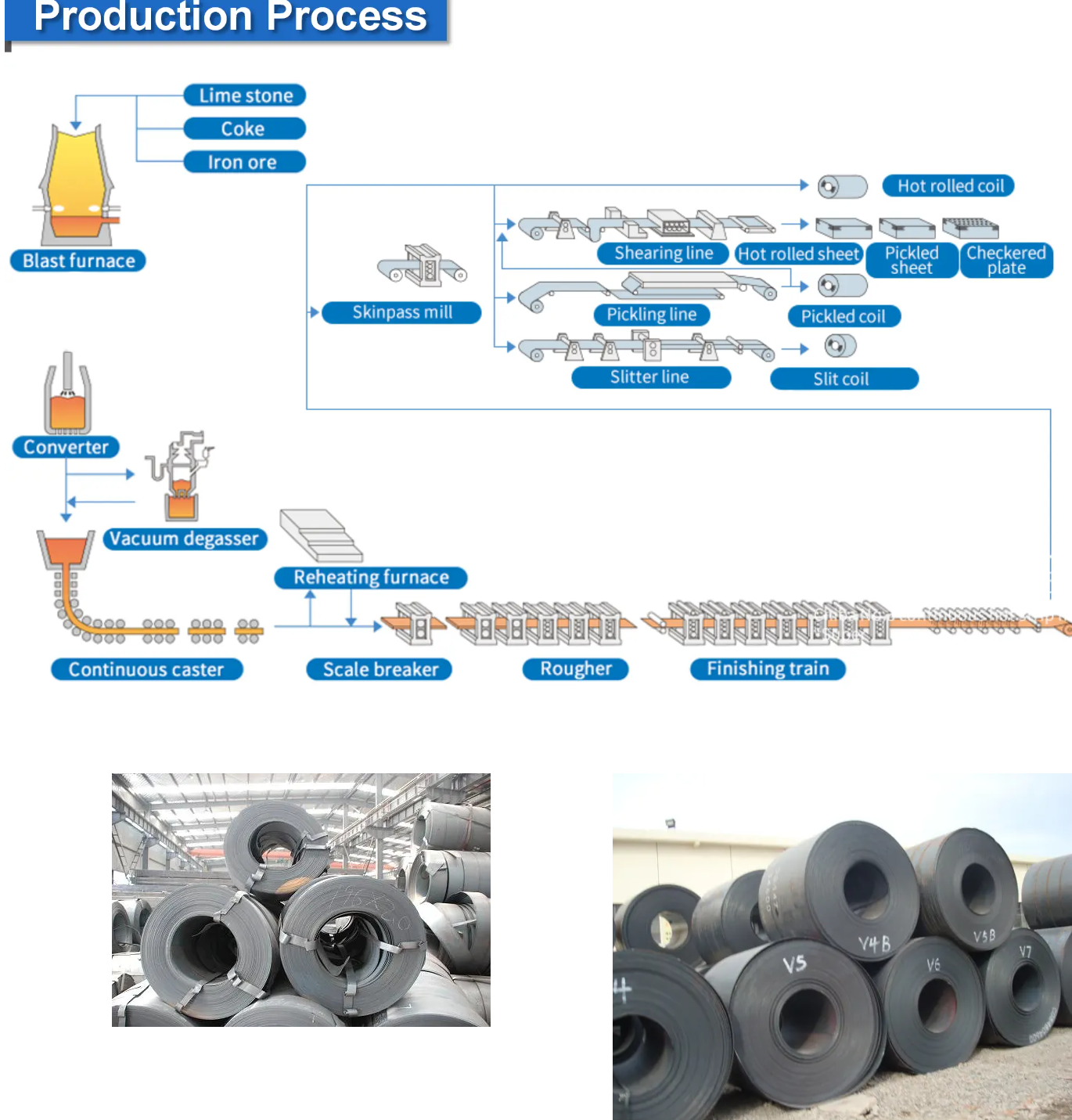
Processus de production
Le procédé de production de bobines d'acier laminées à chaud est une étape clé de la sidérurgie. Il consiste principalement à donner à la billette d'acier la forme de plaque souhaitée par laminage à haute température. Voici ses principales étapes :
Préparation des matières premières
Utiliser comme matière première des billettes de coulée continue ou des billettes de laminage initial, et l'épaisseur de la billette est généralement de 150 à 300 mm.
La billette est nettoyée en surface (par exemple par nettoyage à la flamme ou par meulage mécanique) pour éliminer la calamine et les défauts afin de garantir la qualité du laminage.
Chauffage
La billette est envoyée dans un four de chauffage à poutre étagée et chauffée à 1100-1300℃ pour que la billette atteigne la température d'austénitisation et améliore sa plasticité.
Contrôlez la durée et l'uniformité du chauffage pour éviter la surchauffe ou une température insuffisante.
Roulage grossier
L'épaisseur de la billette est réduite à 30-50 mm à travers un laminoir dégrossisseur réversible (tel qu'un laminoir à deux ou quatre cylindres) pour former une billette intermédiaire.
Un détartrage à l'eau haute pression peut être effectué après chaque passage de laminage pour éliminer la couche d'oxyde superficielle.
Roulage de finition
La billette intermédiaire entre dans le laminoir de finition (généralement 6 à 7 laminoirs à quatre ou six cylindres), et est progressivement amincie jusqu'à l'épaisseur cible (par exemple 1,2 à 25 mm) par laminage continu.
Le système AGC (contrôle automatique de l'épaisseur) et le système de contrôle de la forme de la plaque sont utilisés pour garantir la précision dimensionnelle et la rectitude de la forme de la plaque.
Les rouleaux doivent être refroidis et lubrifiés pendant le laminage afin d'éviter toute déformation thermique et toute usure.
Refroidissement
Un système de refroidissement laminaire est utilisé pour refroidir rapidement la bande d'acier de la température de laminage finale (environ 800℃) à la température ambiante en contrôlant le volume d'eau et la vitesse de refroidissement (par exemple 30-50℃/s).
Le processus de refroidissement affecte directement la microstructure (comme le rapport ferrite/perlite) et les propriétés mécaniques de la bobine d'acier.
Enrouler
La bande d'acier est enroulée en bobine d'acier à travers le rouleau pinceur et l'enrouleur, et la tension est contrôlée à 100-500 N/mm² pour garantir que la forme de la bobine est serrée et qu'il n'y a pas de bobine lâche.
La température d'enroulement est généralement contrôlée entre 550 et 700 °C afin d'optimiser les performances.
Traitement ultérieur
Traitement de surface: décapage pour éliminer la calamine, ou galvanisation, placage d'aluminium et autres traitements de revêtement.
recuit: améliorer la ductilité du matériau (par exemple, par recuit de recristallisation avant laminage à froid).
Lissage: éliminer la limite d'élasticité et améliorer la finition de surface grâce à un laminage à faible taux de réduction.
Contrôle qualité et emballage: vérifier les dimensions, les propriétés mécaniques et la qualité de surface, puis rouler, emballer et marquer selon les exigences du client.
Emballage et transport
généralement sans emballage

Transport:Livraison express (échantillons), transport aérien, ferroviaire, terrestre et maritime (conteneur complet, groupage ou vrac)

FAQ
1. Comment puis-je obtenir un devis de votre part ?
Vous pouvez nous laisser un message, et nous répondrons à chaque message dans les meilleurs délais.
2. Livrerez-vous les marchandises à temps ?
Oui, nous nous engageons à fournir des produits de la meilleure qualité et à respecter les délais de livraison. L'honnêteté est le principe fondamental de notre entreprise.
3. Puis-je obtenir des échantillons avant de passer commande ?
Oui, bien sûr. Nos échantillons sont généralement gratuits ; nous pouvons également produire à partir de vos échantillons ou de vos dessins techniques.
4. Quelles sont vos conditions de paiement ?
Nos conditions de paiement habituelles sont un acompte de 30% et le reste contre connaissement.
5. Acceptez-vous l'inspection par un tiers ?
Oui, absolument, nous acceptons.
6. Comment pouvons-nous faire confiance à votre entreprise ?
Nous sommes spécialisés dans le commerce de l'acier depuis des années en tant que fournisseur de référence, notre siège social est situé dans la province de Tianjin. N'hésitez pas à nous contacter pour toute information complémentaire.
Catégories de produits
-

Carbone laminé à chaud résistant à l'usure 6 mm 12 mm 25 mm ...
-

Acier soudé ERW de haute qualité au meilleur prix, 6 mètres...
-

Tôle d'acier laminée à chaud Q355B fabriquée en Chine...
-

Tubes en acier au carbone laminé à chaud Q235 Q345...
-

Bobine d'acier au carbone laminée à chaud d'usine chinoise
-

Prix d'usine Haute qualité Carbone laminé à chaud St...